

电池模组激光焊接生产线之pack模组汇流排焊接
来源:爱游戏APP官网下载(中国)有限公司 日期:2023/02/20
6000W电池pack模组汇流排激光焊接部分主要实现汇流排安装:人工线上进行电池汇流排的安装;汇流排焊接:将汇流排与极柱焊接在一起,实现电芯的串并联;汇流排焊后除尘、检测:人工线上将汇流排焊缝焊渣清洁吸尘、人工划线检测焊缝,发现有NG可以手动将其转出至工作台进行补焊。
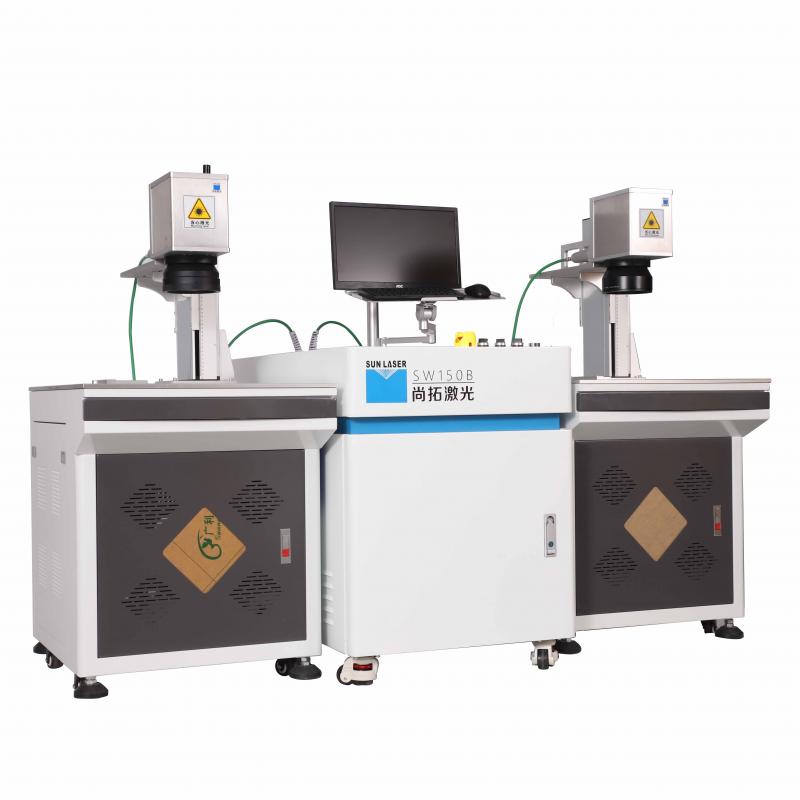
6000W光纤激光焊接机控制模块高度自动化,用户只需打开钥匙开关,在几秒钟内系统自动完成CPU及内存自检、控制系统自检、焊接参数调用等一系列动作,具有很高的工作爱游戏APP官网下载。

6000W采用先进的激光控制系统,半导体泵浦一直维持在低电流状态下工作,老化后自动切换到其他模块,保证长时间输出稳定的激光功率。
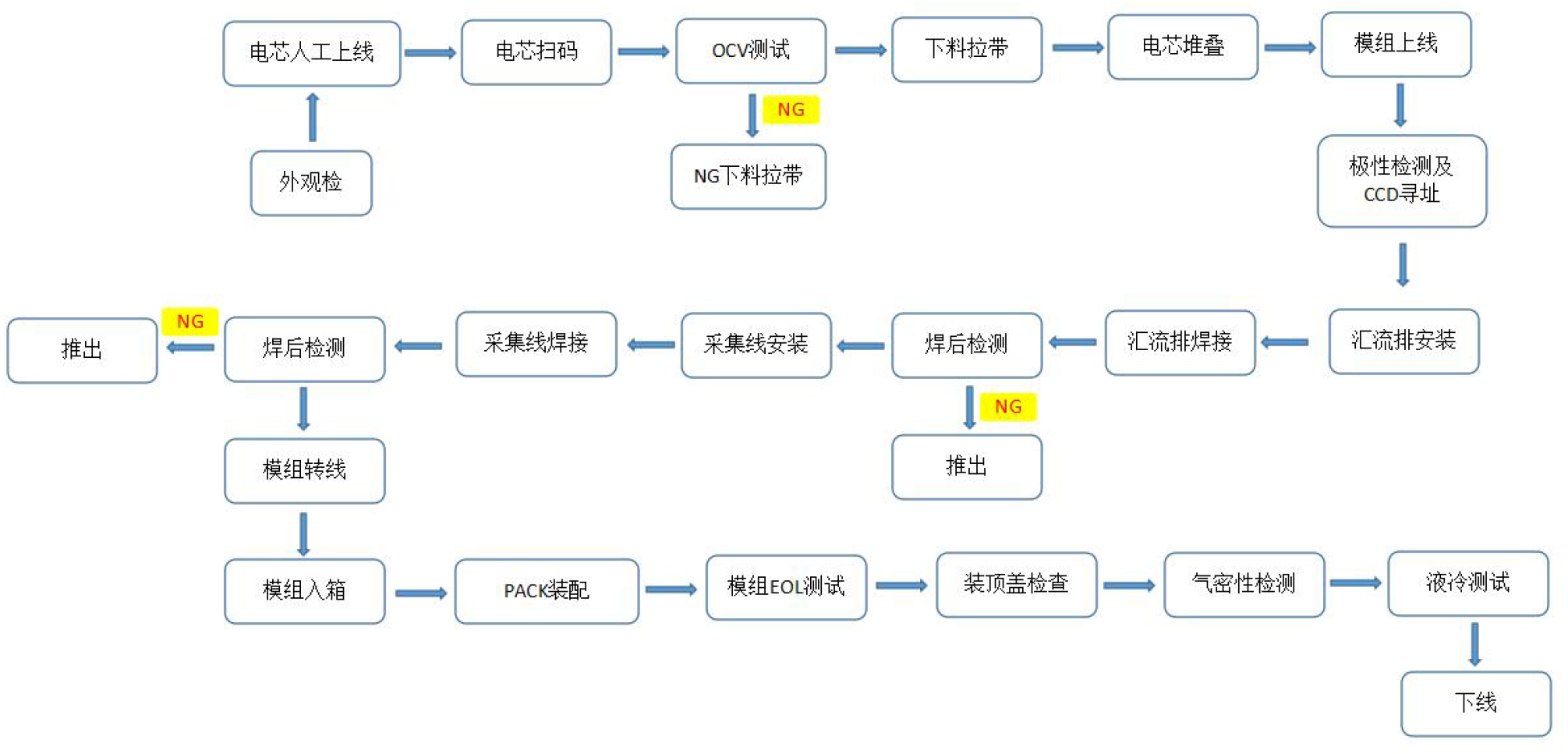
爱游戏APP官网下载(中国)有限公司电池模组激光焊接生产线定制方案供货范围由电芯处理单元,电芯堆叠单元,极性检测及CCD寻址单元,汇流排焊接工站,采集线激光焊接工站,PACK装配线,及相关的测试设备、CCD系统、HMI系统;物流输送系统以及控制系统等组成。下面一起来了解电池模组激光焊接生产线电池PACK模组焊接部分。
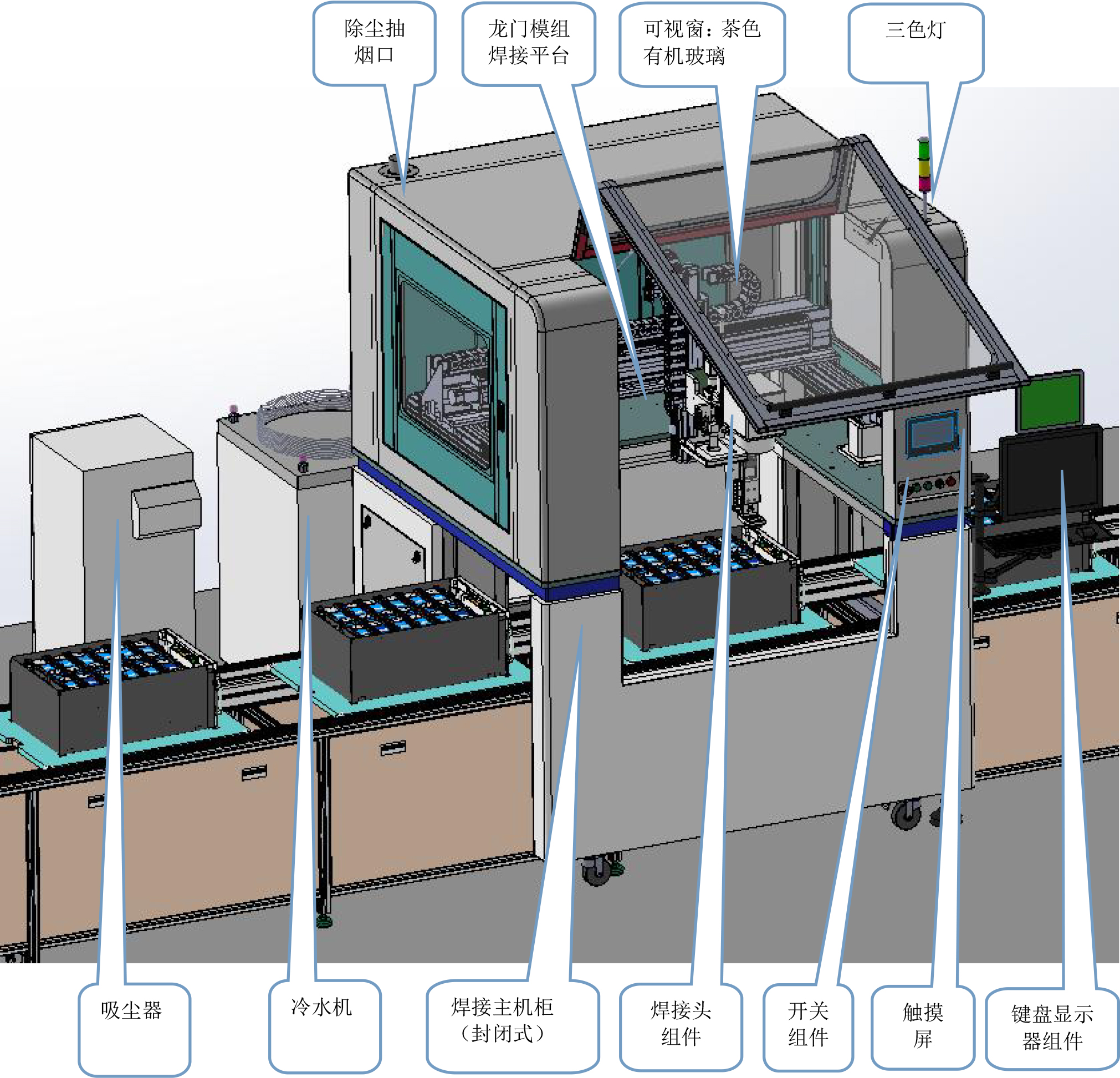
模组通过倍速链输送到位,阻挡顶升定位,模组扫码,龙门运动模组位移CCD检测MARK点,汇流排压紧机构下压,位移传感器测距,启动激光焊接,完成后,托盘下降,流至下一工位。
6000W电池pack模组汇流排激光焊接部分功能说明:
1.采用振镜焊接,焊缝模式:方形、带圆角方形、圆形、椭圆形、W 形、S 形、螺 旋形可调,可在操作界面编辑轨迹;
2.要有补焊程序,通过 CCD 确定焊接位置,进行焊接,离焦量要在 控制面板上显示并且可调;
3.焊接时需要激光测距,分辨率≤0.04mm,检测重复性精度≤ 0.08mm;
4.保护气和风刀气体各路均采用单独控制单元;
5.具备吸尘、排烟系统,防止飞溅损伤产品;
6.激光器采用锐科6KW激光器;
7.选用海康威视CCD对位;
8.使用新氧吸尘器除尘。
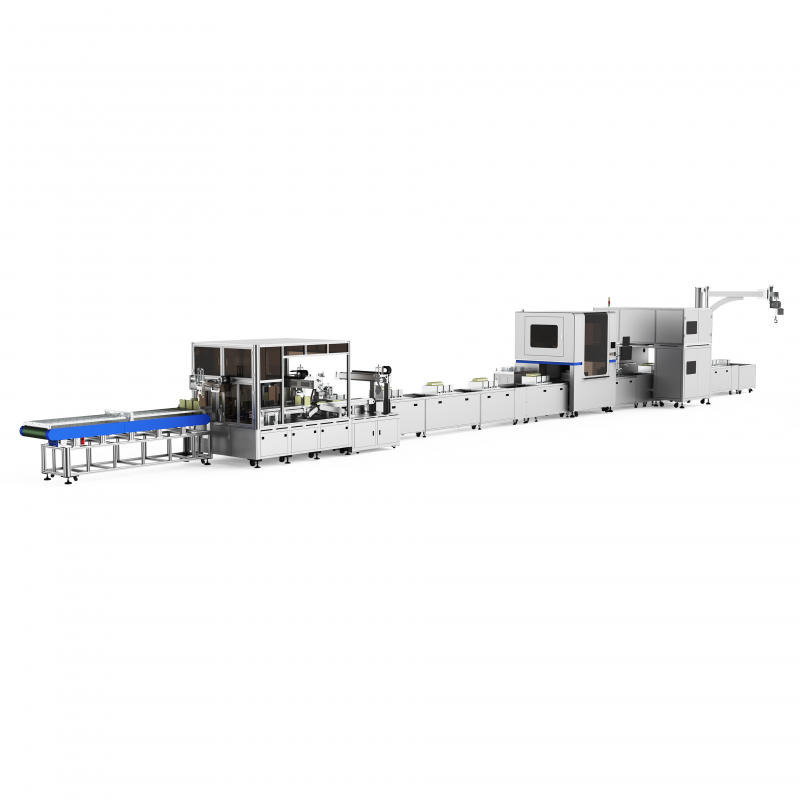
6000W电池pack模组汇流排激光焊接
电池pack模组汇流排激光焊后进行DCIR检测,模组顶升定位,扫码,通过探针接通总正总负进行DCIR测试,检测OK,顶升下降,托盘输送至下一工位;检测NG,模组推出,报警人工处理。更换产品需更换或调整测试工装。爱游戏APP官网下载(中国)有限公司根据客户焊接要求定制电池模组激光焊接生产线方案。想要了解具体的整线电池模组激光焊接生产线可以关注小编或者私信小编。
相关推荐:
上一篇: 电池模组激光焊接生产线之采集线焊接部分详解
下一篇:紫外激光打标机的镭雕优势优哪些?










 深圳宝安松岗潭头第五工业区明伟工业园北区2栋
深圳宝安松岗潭头第五工业区明伟工业园北区2栋