

6000W方壳电池PACK模组激光焊接生产线方案详解
来源:爱游戏APP官网下载(中国)有限公司 日期:2023/02/22
方壳电池PACK模组常用的汇流排有:镍片、铜铝复合汇流排、铜汇流排、总正总负汇流排、铝汇流排,也会用到铜软连接、铝软连接、铜箔软连接等。汇流排焊接难点:材料薄,多片叠焊易虚焊,导致强度不够,导电性不好。焊缝连接宽度不够导致强度不够。激光焊接热输入量小,热影响区小,工件残余应力和变形小;焊接能量可精确控制,焊接效果稳定,焊接外观好;非接触式焊接,光纤传输,可达性较好,自动化程度高。能为各种材料组合提供高强度焊接,尤其是在进行铜材料之间和铝材料之间焊接的时候更为有效。这也是唯一可以将电镀镍焊接至铜材料上的技术。
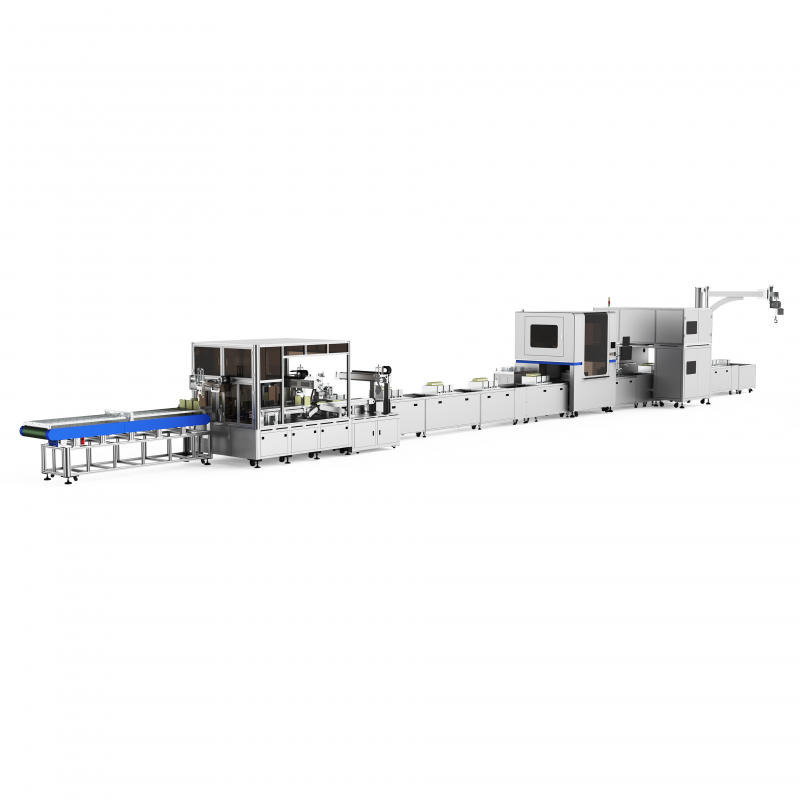
全自动方形电池PACK模组激光焊接生产线方案主要涉及电芯处理单元,电芯堆叠单元,绝缘耐压测试单元,极性检测及CCD寻址单元,汇流排焊接工站,焊后CCD及DCIR测试单元,模组EOL测试单元,PACK装配线,及相关的测试设备、CCD系统、HMI系统,物流输送系统以及控制系统。下面跟着爱游戏APP官网下载(中国)有限公司小编一起详细了解一下6000W方形电池PACK模组激光焊接生产线的汇流排焊接相关要求。
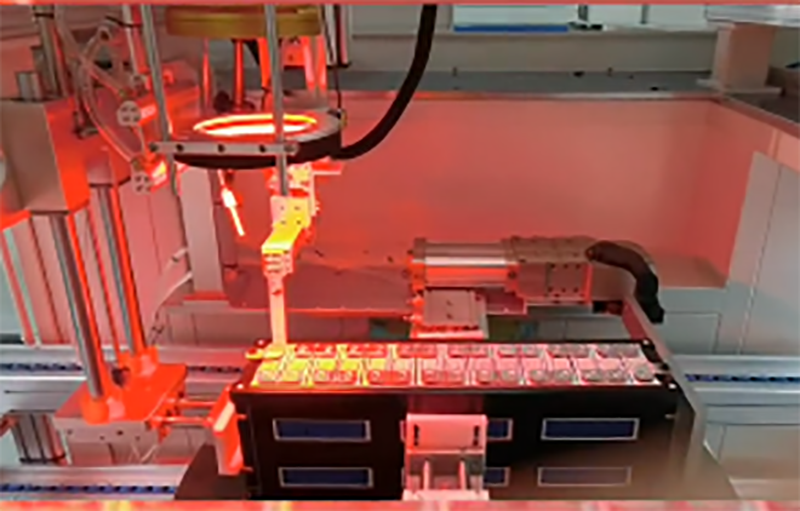
汇流排焊接模组通过倍速链输送到位,阻挡顶升定位,模组扫码,龙门运动模组位移 CCD 检测 MARK 点,汇流排压紧机构下压,位移传感器测距,启动激光焊接,完成后,托盘下降,流至下一工位。
6000W方壳电池PACK模组激光焊接生产线功能说明:
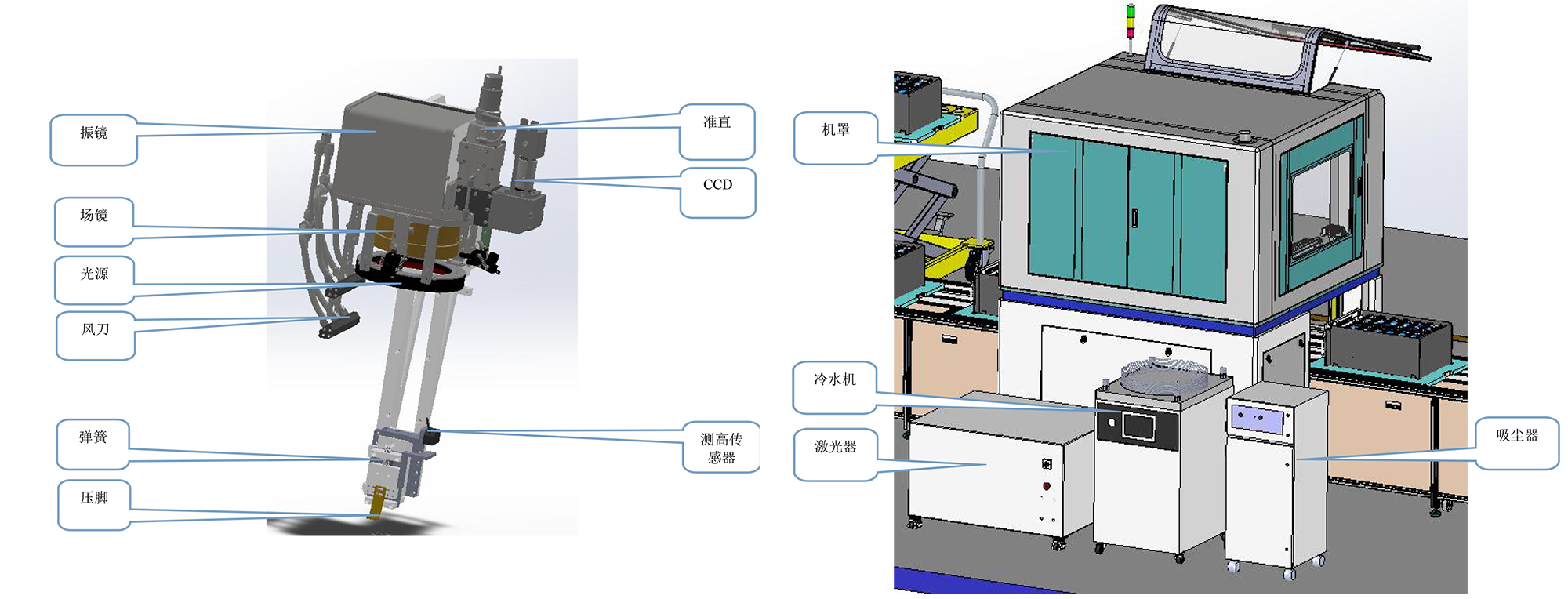
1. 采用振镜焊接,焊缝模式:方形、带圆角方形、圆形、椭圆形、W 形、S 形、螺 旋形可调,
可在操作界面编辑轨迹;
2. 要有补焊程序,通过 CCD 确定焊接位置,进行焊接,离焦量要在 控制面板上显示并且可调;
3. 焊接时需要激光测距,分辨率≤0.04mm,检测重复性精度≤ 0.08mm;
4. 保 护气和风刀气体各路均采用单独控制单元;
5. 具备吸尘、排烟系统,防止飞溅损伤产品;
6. 激光器采用 IPG6KW 激光器;
7. 选用海康威视 CCD 对位;
8. 使用新氧吸尘器除尘;
9. 设备爱游戏APP官网下载≥10PPM(电芯)。

6000W方壳电池PACK模组激光焊接生产线方案,本自动焊接线具备高效光纤激光器和高聚光能可以提高加工速度,拥有回流循环式运行加工方式,可多工位同时进行动力电池组的焊接,可以大幅提高产能,同时使用数字振镜进行高精度定位照射,以确保精准的焊接要求,每一个焊点在焊接后,设备上方的移动式激光检测会实时针对每一个焊点进行焊接品质检测,以确保每一组动力电池都是最高质量标准状态出厂交付于客户。并且能够实现一条线体对软件进行微调实现多种电池模组的焊接,从而节约成本。想要了解具体的方案细可以私信小编或者继续关注小编的后续更新。
上一篇: 全自动方形电池PACK模组激光焊接生产线功能详解
下一篇:圆柱电池激光焊接设备定制厂商-爱游戏APP官网下载(中国)有限公司










 深圳宝安松岗潭头第五工业区明伟工业园北区2栋
深圳宝安松岗潭头第五工业区明伟工业园北区2栋