

圆柱电池激光焊接设备定制厂商-爱游戏APP官网下载(中国)有限公司
来源:爱游戏APP官网下载(中国)有限公司 日期:2023/02/23
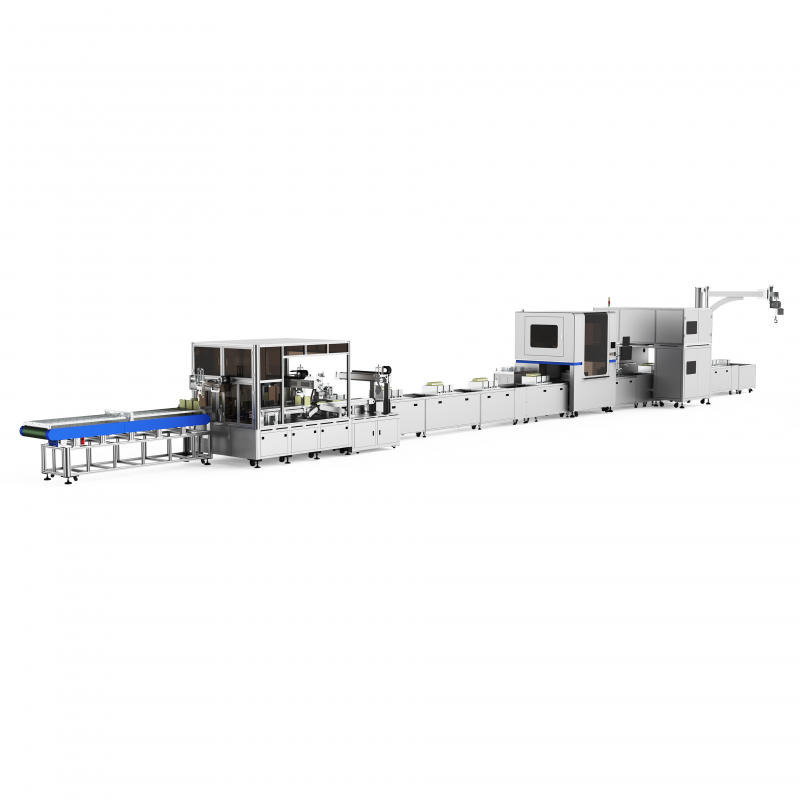
圆柱电池焊接主要设计到圆柱电池盖帽焊接及圆柱电池PACK模组的焊接,所以相对与方形锂电池圆柱电池焊接工艺相对比较简单。圆柱电池的制作工艺中先采用揉极耳的方式将极耳揉成一个平面,汇流排和揉后的极耳采用激光点焊到一起。然后负极汇流排需要和壳壁焊接,正极汇流盘需和正极柱焊接到一起,要多一道工序,且汇流盘需要弯折,浪费空间。爱游戏APP官网下载(中国)有限公司针对圆柱电池激光焊接设备定制的QCW1000连续激光焊接设备专门用于圆柱电池的焊接。下面跟着爱游戏APP官网下载(中国)有限公司小编一起来了解一下。

圆柱电池采用激光焊接难点及解决方案:
焊接难点一:
材料薄,易烧穿,强度达不到。
解决方案:
控制来料一致性;
设计优良性能的夹具,控制装夹间隙;
选用小纤芯光纤激光器,并用振镜高速(300mm/s以上)焊接。
焊接难点二:
熔深要求较大,焊缝成型较差。
解决方案:
激光器纤芯选择50μm~100μm,使用较高功率进行高速(80mm/s以上)焊接。
爱游戏APP官网下载(中国)有限公司圆柱电池激光焊接设备焊接特点:
1.更高的能量密度,更容易达到材料吸收阈值(特别是高反材料,优势更加明显;
2.可实现多种焊接轨迹图形。如正弦线形、螺旋线形、螺旋点形等;
3.焊斑更小、焊缝深宽比更大,相同焊点大小情况下可获得更大的接触面积,焊缝强度和拉力更大;
4.较高的功率密度。

QCW1000准连续激光焊接设备焊接原理与传统的基于大熔池的焊接原理不同,更加类似于镶嵌的焊接效果,可获得更高的焊缝强度,特别是在异种材料焊接上更有优势,可以减少脆性化合物的生成为应对如今电子产品的高速发展从而需求量大增的电池市场。想要了解更多咨询爱游戏APP官网下载(中国)有限公司销售工程师了解更多详情。
上一篇: 6000W方壳电池PACK模组激光焊接生产线方案详解
下一篇:3000W电池模组连接片焊激光焊接生产线定制方案










 深圳宝安松岗潭头第五工业区明伟工业园北区2栋
深圳宝安松岗潭头第五工业区明伟工业园北区2栋